
1. Thực chất: Hàn hồ quang là phương pháp hàn nóng chảy dùng nhiệt của ngọn lửa hồ quang sinh ra giữa các điện cực hàn. Thực chất của hồ quang hàn là dòng chuyển động của các điện tử và ion trong môi trường khí giữa hai điện cực, kèm theo sự phát nhiệt lớn và phát sáng mạnh.

2. Phân loại:
Phân loại theo dòng điện hàn:
– Hàn bằng dòng điện xoay chiều cho ta mối hàn có chất lượng không cao, khó gây hồ quang và khó hàn song thiết bị hàn dòng xoay chiều đơn giản và rẻ tiền nên trên thực tế hiện có khoảng 80% là máy hàn xoay chiều.
– Hàn bằng dòng điện một chiều tuy máy hàn đắt tiền nhưng dễ gây hồ quang, dễ hàn và chất lượng mối hàn cao.
Phân loại theo điện cực:
– Điện cực hàn không nóng chảy được chế tạo từ các vật liệu có nhiệt độ nóng chảy cao như grafit, vonfram. Đường kính điện cực dq = 1÷5 mm đối với điện cực vonfram và dq = 6÷12 mm đối với điện cực grafit, chiều dài que hàn thường là 250 mm, đầu vát côn. Điện cực không nóng chảy cho hồ quang hàn ổn định, để bổ sung kim loại cho mối hàn phải sử dụng thêm que hàn phụ.
– Điện cực hàn nóng chảy được chế tạo từ kim loại hoặc hợp kim có thành phần gần với thành phần kim loại vật hàn. Lõi que hàn có đường kính theo lý thuyết dq = 6÷12 mm. Trong thực tế thường dùng dq=1÷6 mm. Chiều dài của que hàn L = 250÷450 mm; chiều dài phần cặp l1 = 30±5 mm; l2< 15mm; l3= 1÷2 mm. Lớp thuốc bọc được chế tạo từ hỗn hợp gồm nhiều loại vật liệu dùng ở dạng bột, sau đó trộn đều với chất dính và bọc ngoài lõi có chiều dày từ 1÷2 mm. Nó có tác dụng:
+ Tăng khả năng ion hóa để dễ gây hồ quang và duy trì hồ quang cháy ổn định.
+ Bảo vệ được mối hàn, tránh sự oxy hoá, hoà tan khí từ môi trường.
+ Tạo xỉ lỏng và đều, che phủ kim loại tốt để giảm tốc độ nguội của mối hàn tránh nứt.
+ Khử ôxy trong quá trình hàn.
Phân loại theo cách đấu các điện cực khi hàn:
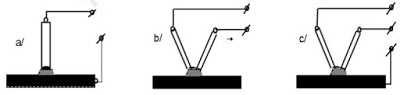
a/ Đấu dây trực tiếp
b/ Đấu dây gián tiếp
c/ Đấu dây 3 pha
(Nguồn: Hồng Ký)