1. Giới thiệu.
Hàn gấp mép tấm mỏng bằng phương pháp hàn khí được sử dụng rộng rãi để hàn các chi tiết có chiều dày từ 0,5÷2mm… Có kỹ năng hàn gấp mép giúp cho người học có khả năng áp dụng trong thực tế sản xuất.
2. Mục tiêu:
– Chuẩn bị chi tiết hàn đúng kích thước bản vẽ, đảm bảo yêu cầu kỹ thuật.
– Chuẩn bị được dụng cụ thiết bị hàn đầy đủ, hợp lý.
– Tính chọn được đường kính que hàn, công suất ngọn lửa, vận tốc hàn khi biết loại vật liệu và chiều dày của vật liệu.
– Gá phôi hàn, hàn dính chắc chắn đảm bảo yêu cầu kỹ thuật.
– Chọn phương pháp hàn, góc nghiêng mỏ hàn, phương pháp chuyển động mỏ hàn, chuyển động que hàn, loại ngọn lửa phù hợp với chiều dày và tính chất của vật liệu.
– Hàn được các loại mối hàn gấp mép ở mọi vị trí hàn đảm bảo độ sâu ngấu, không rổ khí, ngậm xỉ, không cháy thủng kim loại, ít biến dạng.
– Kiểm tra, đánh giá đúng chất lượng mối hàn.
– Thực hiện tốt công tác an toàn, phòng chống cháy nổ và vệ sinh công nghiệp
3. Nội dung
3.1. Chuẩn bị mối hàn gấp mép.
Vật liệu:
– Khí axêtylen.
– Khí ôxy.
– Thép tấm (1,6 x 100 x 200)mm: 2 tấm.
– Que hàn Φ1,6.
– Cắt phôi và nắn phẳng.
– Làm sạch cạnh hàn và bề mặt hai tấm phôi.
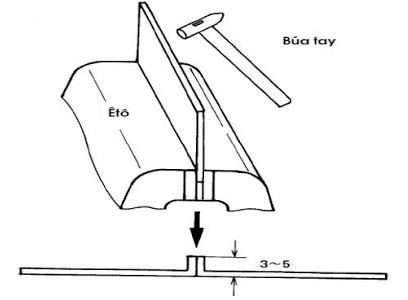
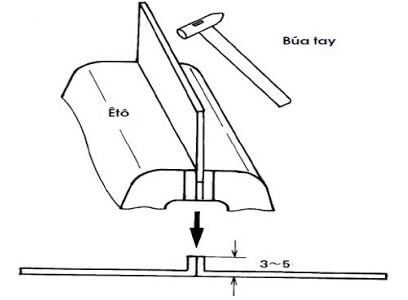
– Gấp mép phôi:
+ Vạch dấu đường thẳng gấp mép cách đầu của phôi từ (3 ~ 5) mm.
+ Kẹp phần mép gấp vào trong má kẹp êtô sao cho đường vạch dấu gấp trùng với mặt trên của má kẹp êtô.
+ Dùng búa uốn phôi tạo mép gấp như hình vẽ.
3.2. Chuẩn bị thiết bị dụng cụ hàn.
– Bộ bảo hộ lao động.
– Thiết bị hàn khí.
– Bộ dụng cụ hàn.
– Đồ gá hàn đứng.
4. Tính toán chế độ hàn.
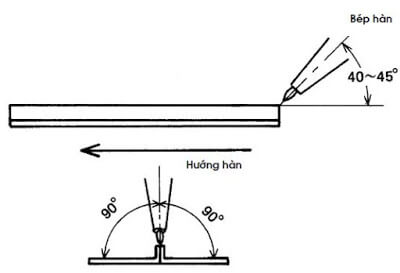
4.1. Góc nghiêng mỏ hàn
– Giữ góc nghiêng của mỏ hàn nghiêng một góc từ 45 P0 P đến 50 P0 P so với hướng ngược với hướng hàn và hướng nhân ngọn lửa vào kẻ hàn.
– Giữ mỏ hàn thẳng với hướng hàn làm với hai bên cạnh hàn một góc 90 P0
4.2. Chuyển động mỏ hàn
Chuyển động mỏ hàn và que hàn ảnh hưởng rất lớn đến sự tạo thành mối hàn căn cứ vào vị trí mối hàn trong không gian, bề dày vật hàn yêu cầu kích thước mối hàn để chọn chuyển động mỏ hàn và que hàn hợp lý.
Với hàn gấp mép ta chuyển động mỏ hàn theo hình đường thẳng. Khi vũng hàn quá nhiệt thì kéo nhân ngọn lửa ra xa vũng hàn, đợi cho nhiệt độ vũng hàn giảm lại tiếp tục hàn.
5. Gá phôi hàn
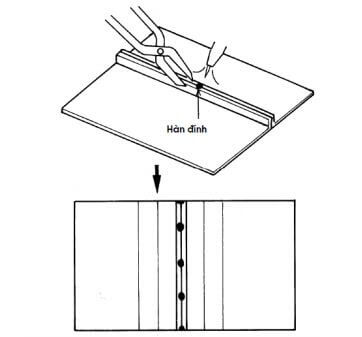
Hàn đính.
– Điều chỉnh áp suất khí oxi ở mức 1,5 kg/cm3 P và khí axêtylen ở mức 0,25 kg/cm3 P.
– Sử dụng béc hàn số 70.
– Mở van khí, mồi lửa và điều chỉnh để được ngọn lửa trung tính với chiều dài nhân ngọn lửa từ (5 ~ 6) mm
– Đặt hai tấm phôi lên mặt phẳng, điều chỉnh cho hai phôi sát nhau (không có khe hở), Điều chỉnh mép gấp đều nhau, kẹp chặt phần mép gấp bằng kìm chết gần với vị trí dính.
– Khoảng cách các mối đính từ (30 ~ 50) mm
(Nguồn: mayhancaocap.com)