Hiện nay có rất nhiều phương pháp cắt kim loại chủ yếu người ta dùng phương pháp cắt kim loại bằng khí plasma dùng chiếc máy cắt plasma để thực hiện quá trình cắt. Ngoài phương pháp cắt trên người ta còn ứng dụng phương pháp cắt kim loại bằng khí sử dụng các dòng khí khác nhau ví dụ như khí O2.
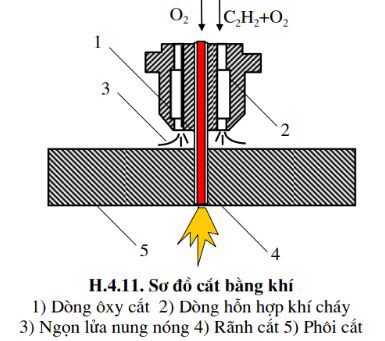
Thực chất của quá trình cắt kim loại bằng khí là đốt cháy kim loại cắt bằng dòng ôxy, tạo thành các oxit, làm nóng chảy các oxit đó và thổi chúng ra khỏi mép cắt tạo thành rãnh cắt, được trình bày trên hình sau:
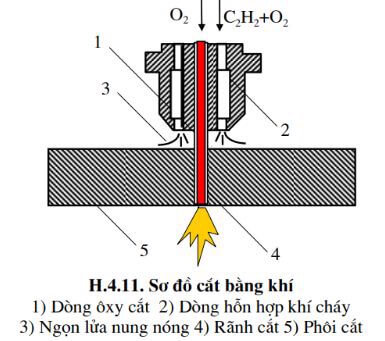
Khi bắt đầu cắt, kim loại ở mép cắt được nung nóng đến nhiệt độ cháy nhờ nhiệt của ngọn lửa nung, sau đó cho dòng oxy thổi qua, kim loại bị ôxy hóa mãnh liệt (bị đốt cháy) tạo thành ôxit. Sản phẩm cháy bị nung chảy và bị dòng oxy thổi khỏi mép cắt. Tiếp theo, do phản ứng cháy của kim loại toả nhiệt mạnh, lớp kim loại tiếp theo bị nung nóng nhanh và tiếp tục bị đốt cháy tạo thành rãnh cắt.
1. Điều kiện để cắt kim loại bằng khí?
Để sử dụng may cat plasma hay cắt bằng khí, kim loại cắt phải thoả mãn một số yêu cầu sau:
– Nhiệt độ cháy của kim loại phải thấp hơn nhiệt độ nóng chảy của kim loại đó. Đối với thép cacbon thấp C < 0,7% nhiệt độ cháy vào khoảng 13500C còn nhiệt độ chảy gần 1.5000C nên thoả mãn điều kiện này. Đối với các loại thép cacbon cao thì nhiệt độ cháy gần bằng nhiệt độ chảy nên trước khi cắt phải đốt nóng sơ bộ đến 300^650°C.
– Nhiệt độ nóng chảy của oxit kim loại phải thấp hơn nhiệt độ nóng chảy của kim loại đó. Thép hợp kim crôm hoặc crôm-niken, do khi cháy Cr tác dụng với 02 để tạo thành oxit crôm Cr203 có nhiệt độ nóng chảy tới 2.050oC vì vậy phải dùng thuốc cắt mới có thể cắt được. Nhôm và hợp kim của nhôm, do nhiệt độ nóng chảy thấp, khi cháy tạo thành oxit nhôm Al203 có nhiệt độ nóng chảy tới 2.000oC, mặt khác lại dẫn nhiệt nhanh nên cũng không thể cắt bằng khí, trừ khi dùng thuốc cắt.
– Nhiệt toả ra khi kim loại cháy phải đủ lớn để đảm bảo sự cắt được liên tục, quá trình cắt không bị gián đoạn. Khi cắt các tấm mỏng bằng thép cácbon thấp nhiệt lượng sinh ra khi cháy đạt tới 70% chỉ cần nhiệt lượng của ngọn lửa 30% nữa là đủ cắt liên tục.
– Oxit kim loại nóng chảy phải có độ chảy loãng tốt, để dễ tách ra khỏi mép cắt. Gang không thể cắt bằng khí vì nhiệt độ nóng chảy cao hơn nhiệt cháy và khi cháy tạo ra oxit silic Si02 có độ sệt cao.
– Độ dẫn nhiệt của kim loại không quá cao, tránh sự tản nhiệt nhanh làm cho mép cắt bị nung nóng kém làm gián đoạn quá trình cắt.
2. Mỏ cắt khí cấu tạo như thế nào?
Để cắt bằng khí chủ yếu sử dụng các mỏ cắt dùng nhiên liệu khí. Sơ đồ cấu tạo chung của chúng được trình bày trên hình sau:
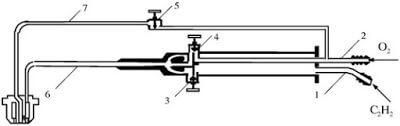
1/ Ống dẫn khí C2H2
2/ Ống dẫn khí ôxy
3/ Van điều chỉnh dòng C2H2
4/ Van điều chỉnh dòng ôxy nung
5/ Van điều chỉnh dòng ôxy cắt
6/ Ống dẫn hỗn hợp khí cháy
7/ Ống dẫn dòng ôxy cắt
Khí axetylen được dẫn vào ống (1) đi qua van (3), còn ôxy được dẫn vào ống (2), sau đó phân làm hai nhánh, một dòng đi qua van (4) và tới miệng phun hút khí axetylen và hòa trộn tạo ra hỗn hợp cháy để nhận được ngọn lửa nung nóng, một dòng đi qua van (5) tới đầu mỏ phun để tạo ra dòng ôxy cắt.
3. Đặc điểm cắt bằng khí cháy
Ưu điểm:
– Thiết bị đơn giản, dễ vận hành
– Có thể cắt được kim loại có chiều dày lớn
– Năng suất khá cao
Nhược điểm:
– Chỉ có thể cắt được kim loại thỏa mãn điều kiện cắt
– Vùng ảnh hưởng nhiệt lớn nên sau khi cắt chi tiết dễ bị cong vênh, biến dạng, đặc biệt khi cắt các tấm dài
4. Phạm vi ứng dụng
– Được sử dụng rộng rãi trong ngành công nghiệp đóng tàu, chế tạo toa xe, xây dựng.
– Cắt thép tấm, phôi tròn và các dạng phôi khác
– Ngày này được tự động hóa, từ máy cắt tự động kiểu con rùa đến máy cắt điều khiển số hay máy cắt CNC với nhiều mỏ cắt cùng một lúc, mang lại năng suất và hiệu quả cao.
(Nguồn: Sunrise)