
Trong quá trình gia công cơ khí như cắt hàn thép không gỉ, inox thường các vết hàn sỉ nằm tại góc khuất chỗ lồi, lõm khác nhau rất khó để tẩy vết hàn đó nên gây ra nhiều tốn kém trong quá trình sản xuất gia công cơ khí inox và thép không gỉ. Vậy cách làm sạch mối hàn inox như thế nào?
Làm sạch mối hàn bằng phương pháp cơ học
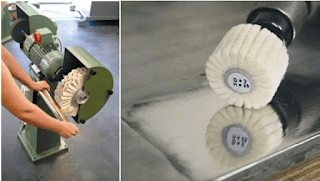
Cách này là quá trình dùng máy tẩy mối hàn inox, máy mài để đánh bong, chà đơn giản lên vết hàn, thời gian chà mối hàn phụ thuộc vào mối hàn phẳng hay không phẳng và nằm ở góc cạnh như thế nào. Những góc khuất có thể rất khó sử dụng, quá trình chà bóng bằng cơ có thể gây lồi lõm bề mặt tạo thành các vết cơ học do máy chà bóng gây ra, thời gian hoàn thiện dài hơn.
Xử lý mối hàn inox bằng phương pháp hóa học
Tẩy mối hàn inox bằng phương pháp hóa học là nhờ tác động ăn mòn của hóa chất để làm sạch kim loại, khi quá trình ăn mòn kết thúc các vết đen bám trên bề mặt kim loại sẽ được làm sạch. Thuốc tẩy mối hàn inox Nabakem PMC – 5 khi sử dụng được xịt trực tiếp lên mối hàn, sau thời gian 3 ÷ 15 phút vết hàn cháy đó sẽ sạch, sau khi vết hàn đã sạch, có thể lau qua bằng dẻ ẩm, hoặc rửa nước.
Ưu điểm của phương pháp này là có thể tẩy vào các góc cạnh sâu bên trong của chi tiết kim loại và sử dụng tại mọi vị trí hàn, khả năng làm sạch cao và không yêu cầu khắt khe về tay nghề của người thợ hàn. So với phương pháp tác động cơ học thì hóa chất tẩy mối hàn không chỉ làm sạch mối hàn mà còn đảm bảo được tính thẩm mỹ.
Tẩy mối hàn inox bằng phương pháp điện hóa

Đây là cách làm sạch mối hàn inox bằng cách kết hợp giữa hóa chất ăn mòn và dòng điện nguồn một chiều của máy chỉnh lưu là từ 50 ÷ 300 A, hiệu điện thế thường là từ 2 ÷ 6 volt. Dung dịch đánh bóng điện hóa inox là một chế phẩm hóa học được kết hợp từ nhiều loại a xít và phụ gia đặc biệt, chúng có chức năng ăn mòn bề mặt kim loại, có độ dẫn cao và thụ động hóa bề mặt inox sau điện hóa.
Cực dương của máy được đấu với sản phẩm cần tẩy, cực âm được kẹp bởi một vật dẫn thông thường là một loại vải chịu được hóa chất và nhiệt độ cao và ngoài ra loại vải đó phải lưu được lượng hóa chất trong một thời gian dài nhất định bởi chúng là vật trung gian để chứa dung dịch điện ly. Đầu âm kẹp vải đặc biệt này, được nhúng vào dung dịch hóa chất điện hóa rồi chà trực tiếp lên vết hàn, chà đến khi vết hàn cháy đen biến mất và sau cùng là vệ sinh mối hàn bằng cách lau sạch.
So với phương pháp hóa học thì phương pháp này cho hiệu quả cao hơn, thời gian xử lý nhanh và tác động được cả ở những vị trí khó như trong góc. Nhưng phương pháp này đòi hỏi chi phí đầu tư cao về máy móc và khó sử dụng hơn các phương pháp khác.
(Nguồn: Vietchem)